Electroforming = Galvanoplasty
Electroforming is a technology known and used for many decades. Its principle is the electroforming of geometric shapes using electrochemical deposition of metal layers on the production model. Layers ranging from tens of micrometres to units of millimetres are deposited using electroplating. From thicknesses of a few tenths of mm, the deposited layer becomes self-supporting and the imprint thus grown remains dimensionally stable even after its separation from the production model.
Our production programme
- electrodeposited thick technical layers of copper and nickel (tenths to units of mm)
- microwave and precision optics components
- masking stencils, targets, covers
- replicas of parts (restoration, vintage cars …)
- mould inserts (also for rotomolding)
- dies for pressing
Our technology
Electroforming of nickel
- standard bath dimensions: 600 mm(x), 450 mm(y), 450 mm(z)
- layer hardness: approx. 200 HV (100g)
- Deposition temperature: up to 60 °C
- layer thickness: up to 10 mm
- ferromagnetic material
Electroforming of copper
- standard dimensions – bath A: 700 mm(x), 400 mm(y), 450 mm(z)
- standard dimensions – bath B: 1100 mm(x), 250 mm(y), 1100 mm(z)
- layer hardness: approx. 100 HV (100 g)
- Deposition temperature: up to 30 (60) °C
- layer thickness: up to 10 mm
Electroless (chemical) nickel plating
- laboratory plating on copper, steel and aluminium alloys
- phosphorus content: 4-8 %
- basic hardness: approx. 400 HV
- hardness after heat treatment (in house): up to 1000 HV
- weakly magnetic to non-magnetic surface finishing method
Electroless (chemical) silver plating
- laboratory plating on copper alloys and non-alloy steel
- laboratory plating on plastics and glass
Electrochemical deburring and descaling
- laboratory electrochemical deburring (stainless steels, copper and its alloys, aluminium alloys, nickel alloys)
- laboratory deburring of laser cuttings, EDM and WEDM cuts (stainless steels, copper and its alloys, aluminium alloys, nickel alloys)
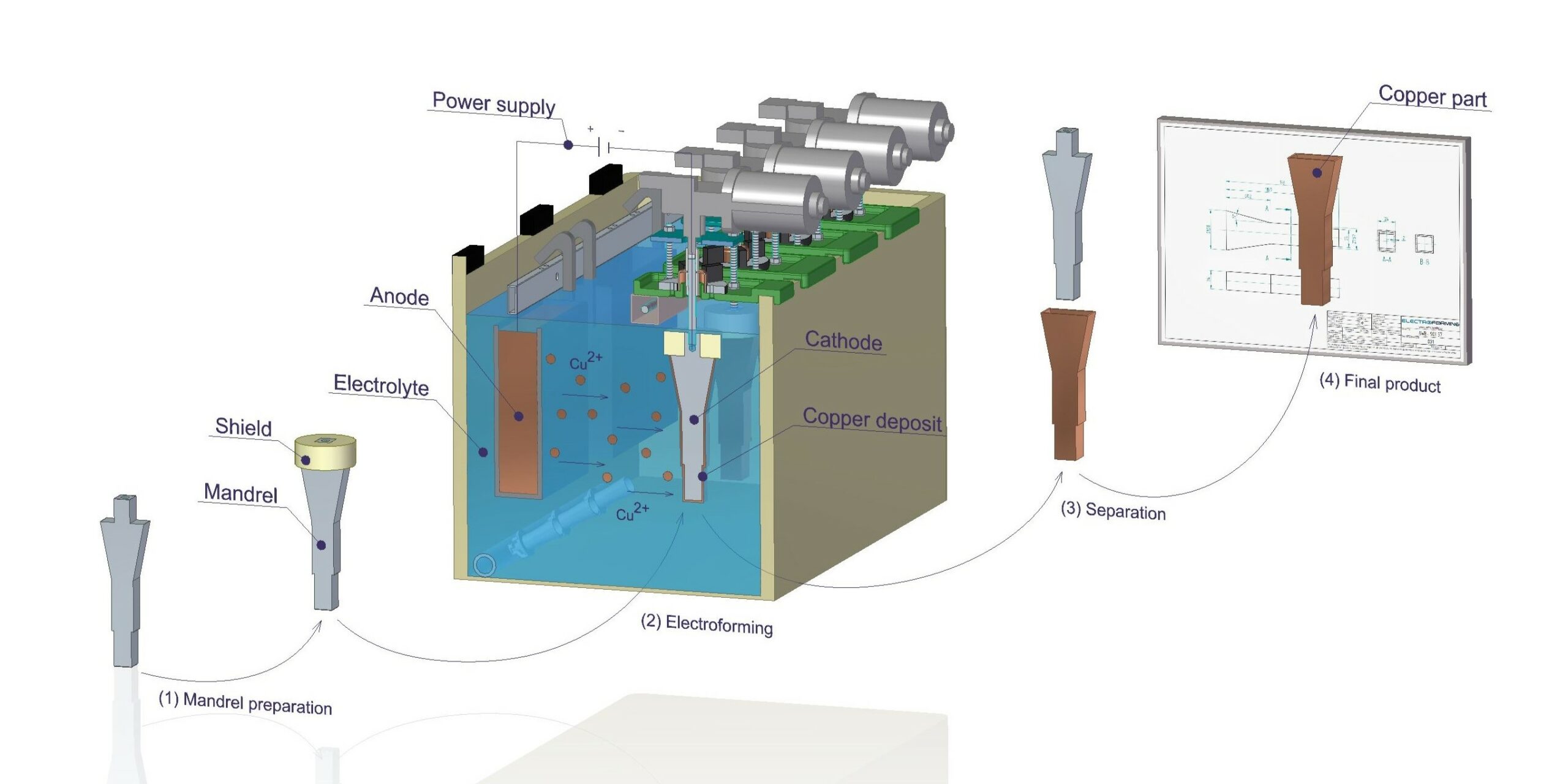
The principle of production
The basis for the production is an electrically conductive model, on which a layer of metal is then electrodeposited, which is most often copper or nickel. Production models are realized in the form of matrices or mandrels. Normally these models are removable from the metal layers by separation, melting or etching. Electrolytic plating produces precision electroformed imprints of the matrix/mandrel (galvano) or hollow components (shells). Components made in this way are often difficult or even impossible to produce using conventional engineering methods.
For the preparation of production models we use various materials and different production technologies from our tool shop. Common materials of the models are:
- plastics (plexiglass, plastic wood, 3D printed materials…)
- metals (aluminium alloys, stainless steels, low-melting alloys…)
- modelling materials (waxes, rubbers, resins, silicone rubbers…)
Industrial sectors
- Engineering (tools and moulds, gauges, heat sinks, heat exchangers, electrodes, metal matrix grinding tools, masking stencils, covers)
- Aerospace (rocket engine combustion chambers, composite materials and strength elements, antennas, sensors, chassis, lights parabolas)
- Electrical engineering (microwave components – waveguides, electrodes)
- Physics (mirrors, radiation reflectors, optical components, apertures, slits, parabolas, shielding elements, targets for vacuum technologies, hologram matrices)
- Automotive industry (headlight parabolas, moulds for moulding dashboards or gear lever balls, masking stencils)
- Music industry (CD and vinyl pressing tools)
- Rubber industry (moulds for the production of shoes, toys, rubber gloves, special sealing elements, moulds for products with surfaces imitating natural materials)
Electroplating can create single and multiple imprints of a production model with high copying accuracy, and can copy the tread with nanometer accuracy.
Cold welding
Electroforming can also be used for “cold welds”, which are used for joining metal parts without thermal diffusion of particles between individual parts or for repairing machine parts. Examples include the joining of microwave waveguide tubes with flanges (without the need for gluing or soldering), the production of special metal-in-metal electrodes for welding machines or the production of targets for vacuum technology. With a suitable model design, it is also possible to forge prefabricated beams, cooling and heating structures, ejectors or casting channels into the newly created electroformed component.
Refurbishment and repair of manufacturing errors
An interesting area is the refurbishment or repair of defects in metal parts, where the missing metal is added cold and the part is not subjected to thermal stress in volume (as in conventional welding) or surface (as in laser welding or metal spraying).